I N N O V AT I O N S • J A N U A R Y - M A R C H 2 0 1 4
18
technology. It’s one of the only crack detection
technologies you can run in a natural gas
pipeline to detect cracks without removing the
natural gas. The alternative is hydrostatic testing,
in which an operator has to remove the gas from
the line and run a water pressure test to see if
the pipe springs a leak. Although still considered
the gold standard for pipeline operators, this
hydrostatic testing is expensive and disruptive to
the flow of gas.
EMAT has been tentatively looked to as an
acceptable alternative, but the technology has
been somewhat disappointing. TDW’s Director of
Integrity Technology Jeff Foote, says, “Proponents
of EMAT have long promised things that their
technology just couldn’t deliver.”
EMAT is an ultrasonic technology. It works by
introducing an ultrasonic signal into the pipeline
wall, causing it to vibrate. By reading the signals
that bounce back to the receivers, theoretically,
analysts can see where the waves have had a little
hiccup on their pathway around the pipeline. Such
hiccups – or deformities in the wave patterns – can
tell analysts where the cracks may be forming.
In the field, however, the technology has been
plagued with issues. For one, the transmitting
and receiving sensors are notoriously fragile. In
most EMAT systems, the sensor development was
rooted in applications designed to be stationary –
they weren’t built to be dragged along the inside of
the rugged and hostile environment found within
a pipeline. These sensors are so unsuited for this
environment, in fact, that it’s not unheard of for
sensors to fail completely before a run is complete.
Not only does that compromise the data, but it
forces the operator to replace the sensors and run
the tool again – a costly proposition.
EMAT is also sensitive to noise. It’s an ultrasonic
test, after all. It depends on clear, clean wavelengths
to run the circumference of the pipeline. Noise can
interfere with that – like noise from the rest of the
electronics on the tool. So EMAT results have been
traditionally difficult to read.
The tools are also big. Some tools require as
many as 48 sensor sets to image the pipeline. That
means that, in most cases, EMAT can’t even be used
in lines that are less than 12 inches in diameter. That
negates its use in 50 to 60 thousand miles of small
gathering lines in the United States alone.
Bottom line, although EMAT has always
seemed like a good idea, prior EMAT technology
just hasn’t lived up to expectations.
Now, TDW thinks it may have cracked the code.
Although TDW isn’t ready to suggest that its
EMAT is a replacement for hydrostatic testing
for cracks, the new EMAT technology that TDW
added to their MDS system does greatly improve
the system’s ability to detect and prioritize cracks –
much like the hook cracks that caused the
Mayflower spill.
THE RIGHT ANGLE
Smaller, hardier, clearer results– TDW’s SpirALL
®
EMAT technology solves many of the current
issues with prior EMAT technology. Perhaps the
most important feature of SpirALL
®
EMAT is
its helical arrangement of sensors. This patented
helical, or spiral, sensor alignment allows the
ultrasonic signal to be transmitted at a 51 degree
angle relative to the pipe’s interior.
Having just the “right” angle amplifies the
signal-to-noise ratio, so that the wave patterns
traveling from transmitter to receiver can be heard
loud and clear. Combine that with ultra-sleek,
low-noise electronics, and you’ve got a pretty
impressive image on your crack-detection report.
In addition, because of the arrangement of
the sensors, fewer sensors are needed to provide
more robust information. TDW uses only eight
receivers to image the pipe, as opposed to the
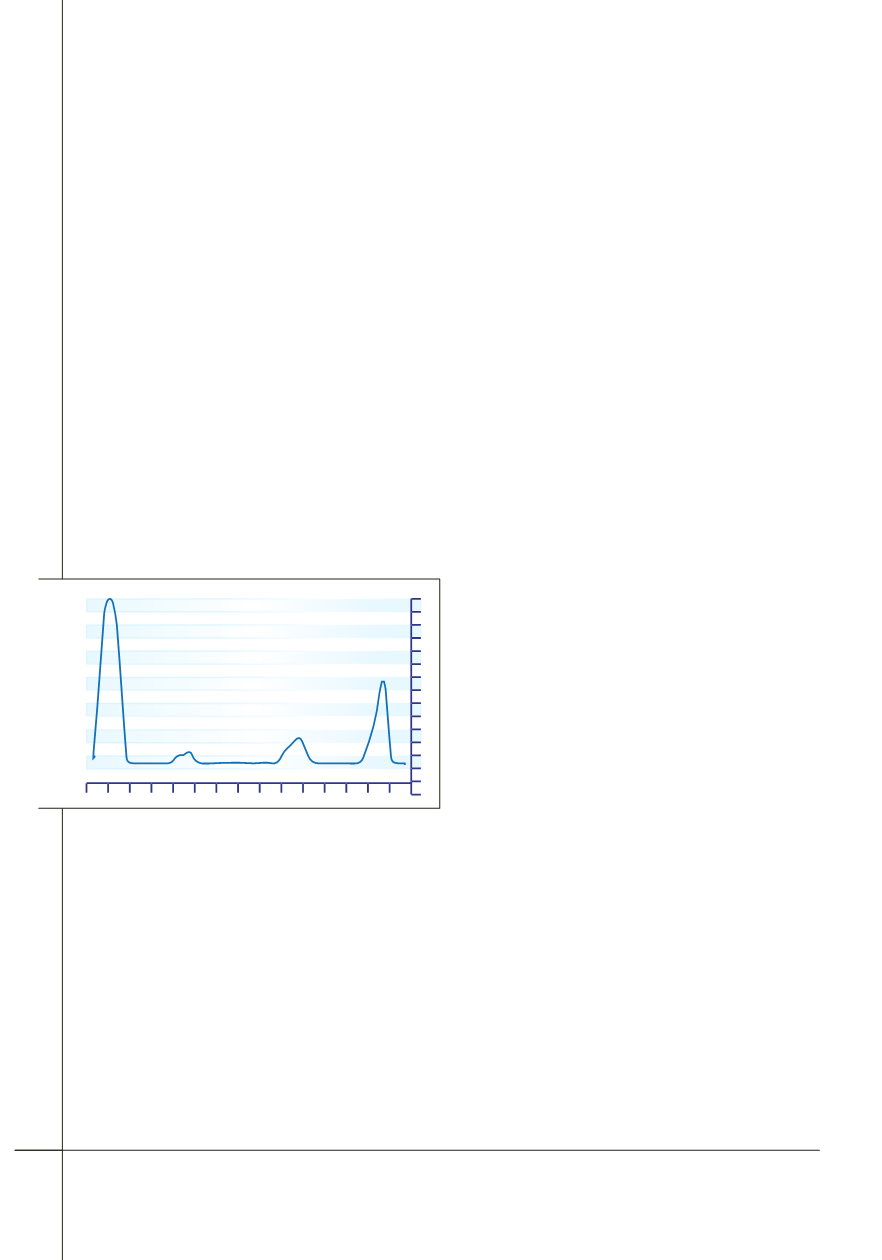
High signal-to-noise ratio


