process as tiny anomalies near the pipe’s seam – an area susceptible
to problems in all pipelines. The micro-cracks, formed during
manufacturing, can eventually grow into larger hook cracks, which
can then grow into a full-blown disaster.
However, as ExxonMobil’s spokesperson Aaron Stryck told the
Toronto Star, the results of the inline inspection showed the pipe’s
defects to “be benign and not in need of repair.”
Clearly, there is a need for better inspection techniques.
FINDING THE HIDDEN DANGER
Hook cracks like the ones that doomed the section of the
Pegasus pipeline aren’t the only types of pipe defects that
cause failures. Gouging, mechanical stress, hard spots,
coating disbondment, toe cracks, fatigue cracks, stress cracks,
incomplete fusion, preferential seam corrosion, hydrogen-
induced cracking and good old-fashioned dents are all cause
for concern.
A standard pipeline inspection may uncover thousands of
anomalies. It’s neither practical nor necessary for a pipeline
operator to dig up each one of these after every inspection.
Many of the anomalies are, indeed, benign. But which ones
are important?
There are several ways to analyze the severity of a pipeline
defect. Obviously volume – depth, length and width of the
anomaly – is important. The type and location of the anomaly
is also critical: For example, anomalies by the weld seams
can be more severe. Finally, interacting threats must be taken
into account. While metal loss by itself may not be a big deal,
metal loss associated with a crack in a seam could be
an emergency.
There is a dire need for pipeline integrity inspections not
only to report each anomaly, but to give operators the data they
need to prioritize anomalies correctly.
A STRING OF TOOLS
Operators traditionally use a variety of technologies for inline
inspections. Each technology is adept at finding certain types
of flaws.
Deformation (DEF), for example, is good at detecting dents.
Axial Magnetic Flux Leakage (MFL) is good for volumetric
metal loss, like corrosion.
SpirALL
®
MFL (SMFL) is good for narrow axial anomalies,
like finding crack-like defects within the weld seam.
Low Field MFL (LFM) is excellent for pinpointing
mechanical stress and hard spots.
And Electromagnetic Acoustic Transducer (EMAT) is good
for cracks. (
Or not so good, depending on whom you talk to, but
I N N O V AT I O N S • J A N U A R Y - M A R C H 2 0 1 4
16
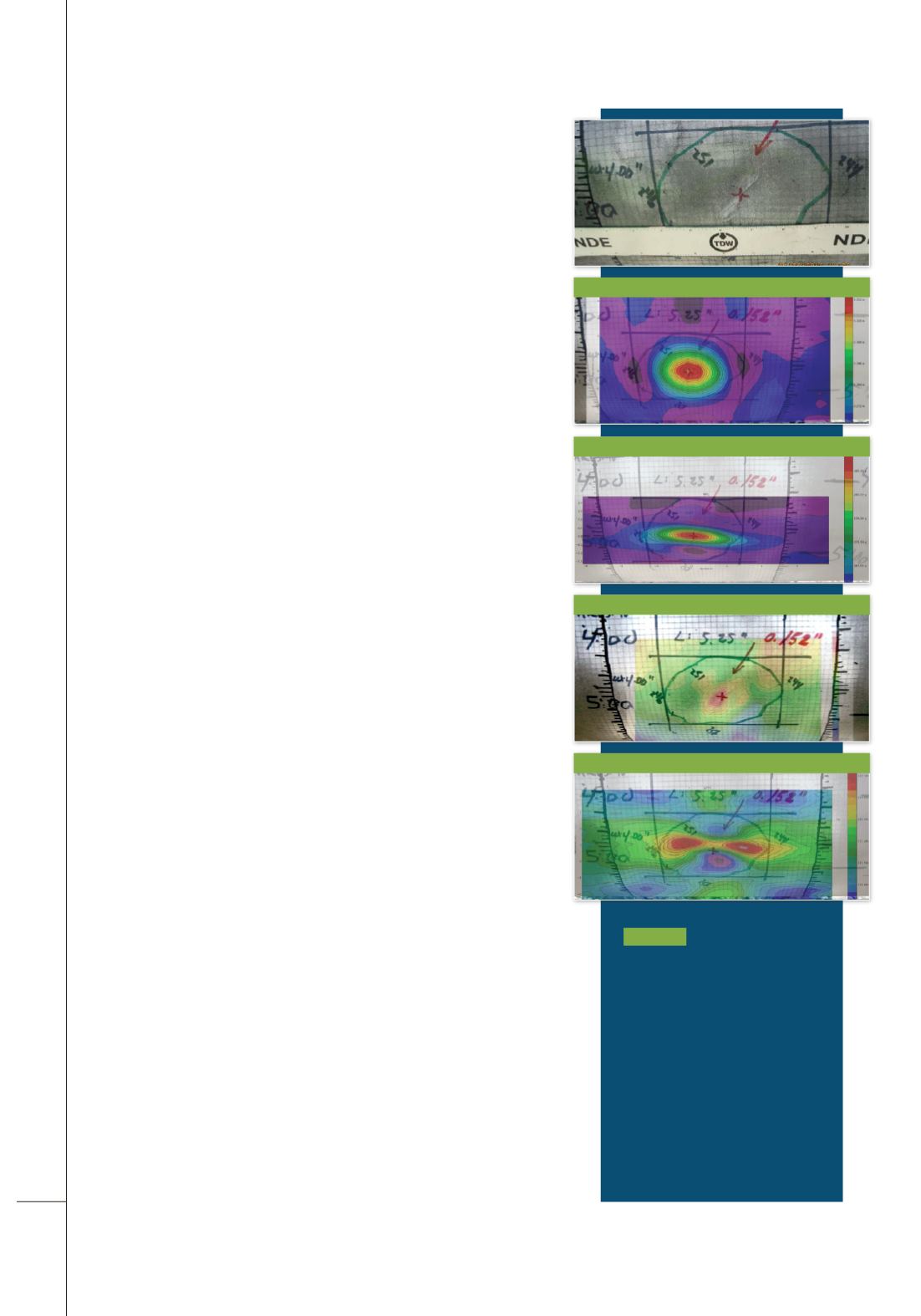
Figure 1.
Mechanical Damage
from an MDS inspection. Less-
than 1% dent with volumetric
metal loss identified in the Axial
Field (High Field), confirmed in
the SMFL data as having some
volumetric characteristics, but
also narrow axial; re-rounding
clearly identified in the Low-Field
MFL. A <1% depth dent, in
many cases overlooked from a
severity standpoint, identified as
a “priority 1” through use of the
MDS platform, and found to have
associated cracking.
Deformation
Low Field MFL
High Field MFL
SpirALL® MFL


